Problém:
• Opotřebované nástroje
• Rádius na nástrojích již neodpovídá původnímu tvaru
• Poškozený rádius na nástroji zanechává stopy na plechu
• Nepřesné ohyby, zbytečné korekce při ohýbání
Přebroušení v celé délce nástroje ( profilové broušení), opraveno na stejnou výšku nástroje tak, aby bylo připraveno pro kalení laserem.
Naše řešení:
• Přebroušení nástroje v celé délce
• Případná malá poškození možno vyvařit
• U velkého poškození nástrojů (praskliny) odříznutí a nahrazení novým dílem stejné délky
• Přebroušení a laserové kalení


Před

Po
Vylepšete kvalitu svých výrobků povlakovanými nástroji
Problém:
• Svařování za studena na nástroji přes hliník a pozinkovaný ocelový plech
• Hrany z nerezové oceli, které je třeba ručně leštit. (feritické otěry)
• Bodování a poškrábání na plechu
• Opotřebení nástroje, údržba nástroje

Svařování za studena kvůli otěru materiálu

Materiál 1.2379 plně kalené, leštěné a povlakované
Naše řešení:
Nabízíme kovový povlak, který je jen několik tisícin milimetru tenký, ale tvrdší než ocel, extrémně nízký třením, odolný proti opotřebení a chemicky inertní. Tento povlak se provádí jako poslední výrobní krok.
Výhody:
• Nižší součinitel kluzného tření 0,1-0,15 µ / G
• Prodloužená životnost tvrzených broušených leštěných nástrojů (bez svařování za studena= přilepené např. zinková nebo Alu vrstva na matrici)
• Vysoká odolnost proti otěru až do mikrotvrdosti 3000 VV Vickers (pro srovnání: nástroj z tvrzeného pouzdra má 60 HRC / Rockwell = 715 HV / Vickers)

Laserové kalení = dlouhá životnost Vašich nástrojů
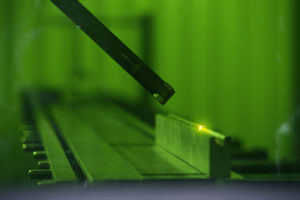
Můžeme laserově vytvrzovat až do délky 6000 mm bez přerušení.
Laserové kalení je proces kalení povrchové vrstvy, který generuje tvrdost 55 – 60 HRC na povrchu součásti s velmi malou energií. Během kalení laserem nejsou pro proces kalení zapotřebí žádné pomůcky jako voda, olej nebo stlačený vzduch. Není nutná žádná další úprava, například dokončování, protože povrch zůstává hladký a rovnoměrný díky laserovému vytvrzení (žádné okuje).